

Каким газом варить нержавейку полуавтоматом
Как варить нержавейку полуавтоматом
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.

Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.
Подготовительные работы
Прежде чем сваривать нержавейку полуавтоматом необходимо подготовить соединяемые участки в следующей последовательности:
- поверхности, примыкающие к стыку, металлической щеткой зачищают до блеска;
- если толщина заготовок более 4 мм, с кромок снимают фаски;
- проводят обезжиривание спиртом, ацетоном, бензином или имеющимся растворителем;
- для удаления влаги кромки подогревают горелкой до 100⁰C;
- чтобы снять внутреннее напряжение рекомендуется металл перед сваркой нагреть до 200⁰
Технология сварки нержавейки полуавтоматом
Для дома достаточно полуавтомата мощностью до 10 кВт, так как сваривать нержавейку полуавтоматом толщиной более 2 — 3 мм не приходится. Напряжение выставляется в пределах 19 — 25 В. Скорость подачи проволоки в зависимости от сноровки 290 — 490 м/ч. Рабочий ток 95 — 300 А. Изменением его величины регулируется глубина провара, длина дуги, форма шва. Чем больше ток, тем шире валик на стыке, так как глубина провара уменьшается.
Независимо от того ведут сварку нержавейки полуавтоматом в среде углекислого газа или аргона, она выполняется по общим правилам:
- Работа выполняется током обратной полярности.
- Горелку располагают под углом, обеспечивающим требуемую глубину провара и ширину шва.
- Вылет проволоки не более 12 мм.
- Чтобы качество соединения не ухудшалось, расход газа устанавливается в пределах 6 — 12 мᶾ/час.
- Для удаления влаги защитный газ пропускают через осушитель на основе медного купороса. Перед применением его 20 минут прокаливают при температуре 200⁰
- Чтобы защитить прилегающие к стыку поверхности от действия раскаленных брызг, их обрабатывают мелом, растворенным в воде.
- Для предотвращения образования водородных трещин сварку начинают, отступив 5 мм края заготовок.
- Процесс выполняется плавным движением электрода вдоль шва без поперечных движений, чтобы расплавленный металл не выходил за пределы защитной среды.
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Полезные советы
Чтобы лучше знать, как сваривается нержавейка полуавтоматом полезно прислушаться к рекомендациям специалистов:
- сварка в среде любого газа выполняется током обратной полярности, а под флюсом прямой;
- расстояние между электродной проволокой и стыком выдерживается в пределах 5 — 15 мм;
- движение горелки удобней выполнять слева направо с наклоном от себя, чтобы она не загораживала шов;
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав;
- при сварке тонкой нержавейки полуавтоматом горелку наклоняют вперед, уменьшая тем самым глубину провара и сводя риск прожога к нулю.
Несмотря на кажущуюся сложность процесса освоить сварку нержавейки полуавтоматом сможет любой желающий. Одной теории будет недостаточно, придется потренироваться на ненужных обрезках, чтобы набраться практического опыта. Приложенные усилия окупятся умением создавать качественные однородные швы, которые невозможно получить другими способами.
Как выполняется сварка нержавейки полуавтоматом?
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.

А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.

Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Вместо заключения
Как видите, сварка нержавеющей стали с применением полуавтомата — не такая уж сложная задача, как может показаться на первый взгляд. Конечно, применение MIG/MAG технологии требует от сварщика опыта и навыков. Не ждите, что с первого раза сформируете идеально ровный и эстетичный шов. Но и не стоит отчаиваться, если проделанная вами работа неудовлетворительного качества. Проверьте, правильно ли вы настраиваете режим сварки. Также проверьте, какие расходники вы используете. Возможно, состав проволоки не совпадает с составом металла. Практикуйтесь как можно больше, и так вы достигнете высот в сварочном деле. Желаем удачи в работе!
Сварка полуавтоматом нержавейки в среде углекислого газа: основные особенности технологического процесса
Нержавеющая сталь из-за содержащихся в ней химических элементов (например, хрома) слабо подвержена коррозийному воздействию окружающей среды. Однако такие свойства данного металла требуют тщательного подхода к процессу его сварки, что выражается в тонкостях подбора присадочных материалов, с помощью которых производится сварочный процесс.
Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью. В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.
 Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Выбор газа
Полуавтоматическая сварка без использования защитного газа возможна только в том случае, если речь идет об использовании присадочной порошковой проволоки. В этом случае защита шва создается из порошка, которым покрыта проволока, что исключает попадание воздуха в сварочный шов.
Если же сварка происходит с использованием проволоки, изготовленной без специального покрытия, то возникает необходимость выбора специального защитного газа, который также защитит сварочный шов от попадания воздуха.
Для сварки нержавейки в настоящее время могут быть использованы два газа:
- углекислый газ;
- аргон.
Опытные сварщики используют для данного вида сварки специальную смесь, в которой соединены аргон и углекислый газ. Наиболее распространенным процентным соотношением таких газов является: 98% аргона, 2% углекислого газа.
Однако каждый сварщик в зависимости от своего опыта работы, предпочтений и технологических требований к качеству и внешнему виду шва подбирает параметры смеси по-своему. Главным условием при этом является обеспечение максимальной защиты сварочной зоны.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
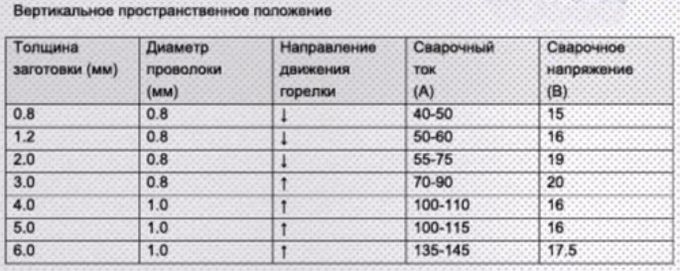
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
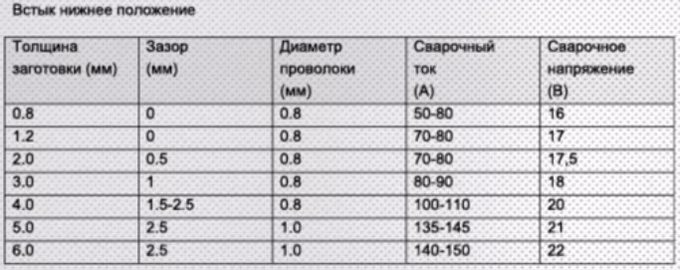
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Все основные режимы сварки можно увидеть в таблице.

Особенности процесса
Нержавеющая сталь устойчива к коррозионным поражениям, в результате чего ее прочность сохраняется достаточно длительное время. Однако легирование нержавейки, из-за чего она приобретает такое свойство, негативным образом сказывается на другом аспекте – процесс сварки становится существенно затрудненным из-за наличия в химическом составе этого металла легирующих химических элементов, в первую очередь, хрома. В результате снижается теплопроводность металла, что вызывает (при несоблюдении технологии) перегрев металла с последующим его прожогом, а также выгорание хрома, из-за чего снижается устойчивость детали к коррозии в месте сварного стыка.
Детали из нержавеющей стали имеют очень большой коэффициент теплового расширения, в результате чего сварной шов и металл вокруг него может подвергнуться растрескиванию. Избежать этого можно только одним способом: оставить широкий зазор между деталями.
У нержавеющей стали есть еще одна негативная особенность – она имеет очень высокое электрическое сопротивление, что вызывает постоянный перегрев электродов и, как результат, ухудшение качества шва. По этой причине опытные сварщики обрезают электроды настолько, насколько это возможно, чтобы успеть использовать их до момента перегрева.
Технология сварки
Как и в любом другом виде сварки, технология сварки нержавейки полуавтоматом с использованием защитного газа осуществляется в три больших этапа:
- подготовительный этап, на котором происходит механическая зачистка деталей и их обезжиривание, а также их нагрев до температуры выше ста градусов с целью полного удаления из потенциальной сварочной зоны каких-либо остатков влаги;
- основной этап, на котором осуществляется весь сварочный процесс;
- этап завершающих работ, где определяется качество сварного соединения и наличие необходимости проводить такие работы повторно.
В целом для сварки нержавейки с использованием защитных газов применимы три основных способа:
- способ с использованием короткой дуги, который можно применять только при сварке изделий с небольшой толщиной свариваемых деталей;
- способ со струйным переносом, который можно использовать в случае сварки деталей с большой толщиной;
- импульсный способ, который является наиболее универсальным и может быть использован на любых видах деталей и позволяет достичь высокого уровня производительности со сравнительно небольшими (по отношению к другим способам) затратами ресурсов.
Сама технология сварки выглядит следующим образом:
- сварочный ток подается только с обратной полярностью;
- сварочная горелка должна быть расположена таким образом, чтобы она могла обеспечить необходимую по технологии глубину провара металла и требуемую ширину шва. Угол пространственного расположения горелки составляет не более одиннадцати часов по отношению к свариваемым деталям;
- проволока должна выходить из подающего механизма не более, чем на 12 мм, в противном случае, есть риск ухудшения качества шва из-за попадания лишних элементов в сам шов с проволоки, а также из-за ее перегрева;
- с целью сохранения высокого качества шва необходимо установить грамотный расход защитного газа. Универсальные показатели находятся в диапазоне от 6 до 12 кубометров в час, однако, каждый сварщик устанавливает данные значения в зависимости от своего опыта и имеющихся требований к осуществлению технологии;
- перед началом сварочного процесса необходимо подготовить установку для удаления влаги из защитного газа. Это осуществляется путем заправки осушителя прокаленным в течение не менее двадцати минут при температуре 200 градусов медным купоросом;
- так как металл даже при полном соблюдении всей технологии может быть подвержен разбрызгиванию, прилегающую к сварному шву территорию детали необходимо обработать с помощью мела, растворенного в воде;
- при формировании сварного шва необходимо отступить от края детали на расстояние, равное примерно 5 мм, что позволит избежать трещин с содержанием водорода в их полостях;
- весь шов формируется посредством плавного движения электрода вдоль шва без допуска поперечных колебаний с целью исключения выхода расплавленного металла за пределы защитной среды.
Кроме того, есть также несколько общих правил, которые должны быть соблюдены вне зависимости от того, идет ли речь о сварке нержавейки в среде углекислого газа, смеси газов или в среде аргона:
- корпус горелки необходимо располагать под противоположным углом к направлению шва. Это позволит обеспечить максимальный обзор формируемого шва и исключить смещение сварочной ванны;
- сопло горелки, при условии, что защитный газ и проволока подаются через него одновременно, должно располагаться на высоте не более 12 мм от сварочного стыка: это позволит избежать излишней подачи проволоки и ее перегрева;
- проволока, которая была расплавлена в процессе горения электрической дуги, в шов может подаваться только каплями, что позволит избежать лишнего наплавления материала и снизит риск внутреннего разрушения шва в процессе его остывания.
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.

Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y 308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Как варить нержавеющую сталь полуавтоматом
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
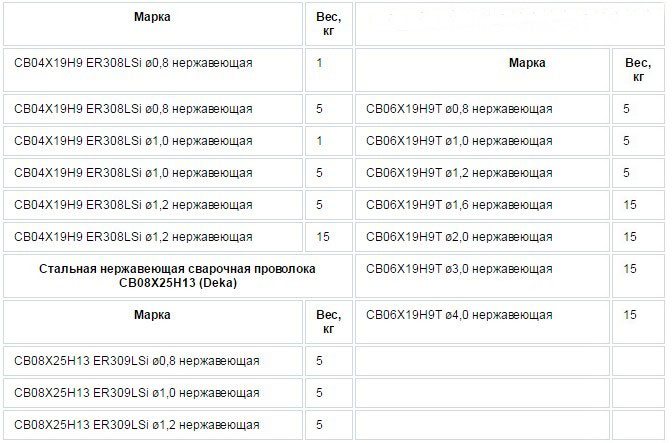
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
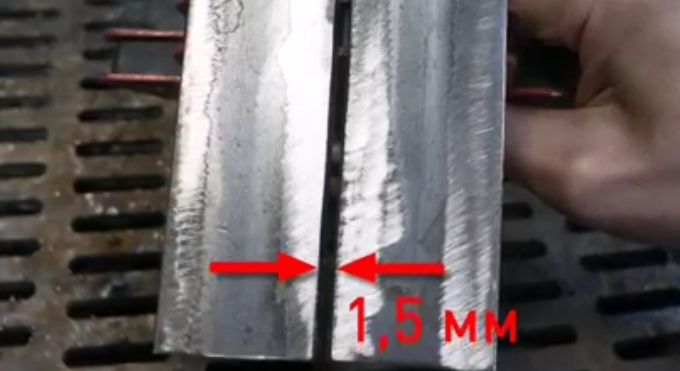
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
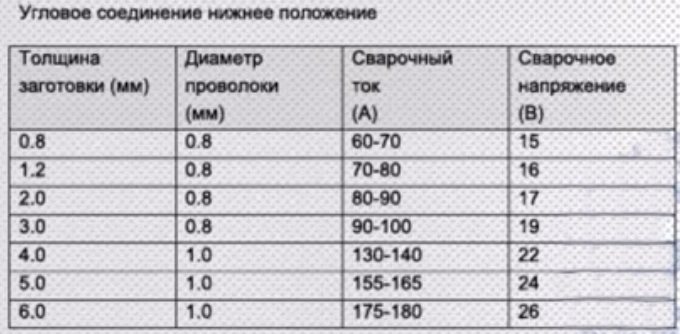
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
Источники:
http://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-poluavtomatom
http://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/po-tipu-raboty/kak-vypolnyaetsya-svarka-nerzhavejki-poluavtomatom.html
http://elsvarkin.ru/texnologiya/svarka-poluavtomatom-nerzavejki/
http://svarkalegko.com/tehonology/svarka-nerzhavejki-poluavtomatom.html
http://plavitmetall.ru/svarka/nerzhavejki-poluavtomatom-v-srede-uglekislogo-gaza.html

